文字的描绘可能无法完全捕捉(舟山) 承压罐推荐厂家首选辉煌产品的精髓,观看视频,让产品自己向您诉说它的故事。
以下是:舟山(舟山) 承压罐推荐厂家首选辉煌的图文介绍
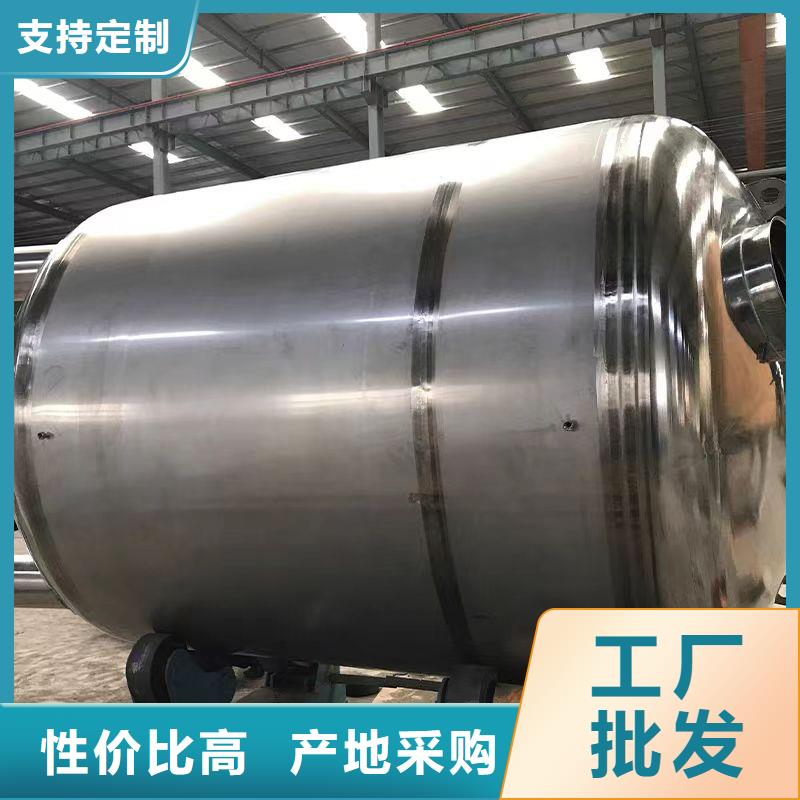
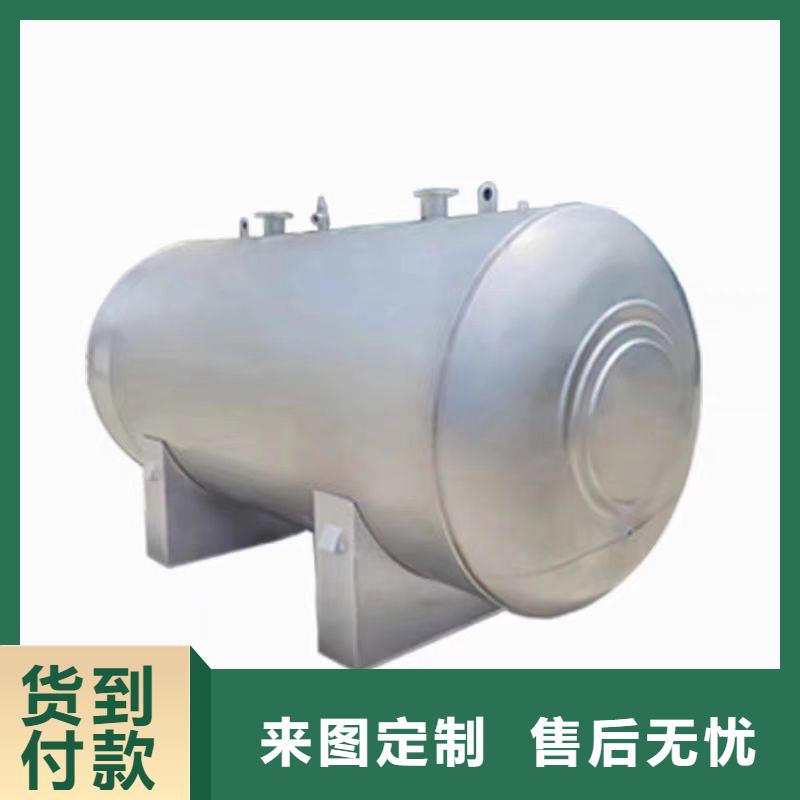
筒节的下料:承压保温水箱
2.2.1、舟山当地下料时应根据板材规格大小,合理安排进行套裁,以节省原材料、舟山当地降低成本。
2.2.2、舟山当地若圆筒由若干筒节拼接,则单节筒身长度不得小于300mm。
2.2.3、舟山当地筒节下料的尺寸要求:
a)当圆筒含有封头、舟山当地膨胀节等部件时,按封头、舟山当地膨胀节实际内径展开;当壳体不含有封头,膨胀节等部件时,按图样中相应筒体标注内径尺寸展开。展开公式为:
L=π(di+t)
式中:di:筒体内径;
t:筒体壁厚
b)换热器壳程筒体内径不得小于理论标注内径,其展开周长允差为0~+5mm。
c)其它筒节外周长允许偏差值按下表规定:
公称直径DN
壁厚S <800 800~1200 1300~1600 1700~2400 2600~3000 3200~4000
5~10 ±4 ±4 ±4 ±5 ±5 ±6
12~16 ±4 ±5 ±5 ±7 ±7 ±8
18~20 ±4 ±6 ±6 ±8 ±8 ±10
 承压罐推荐厂家首选辉煌")
 承压罐推荐厂家首选辉煌")
 承压罐推荐厂家首选辉煌")
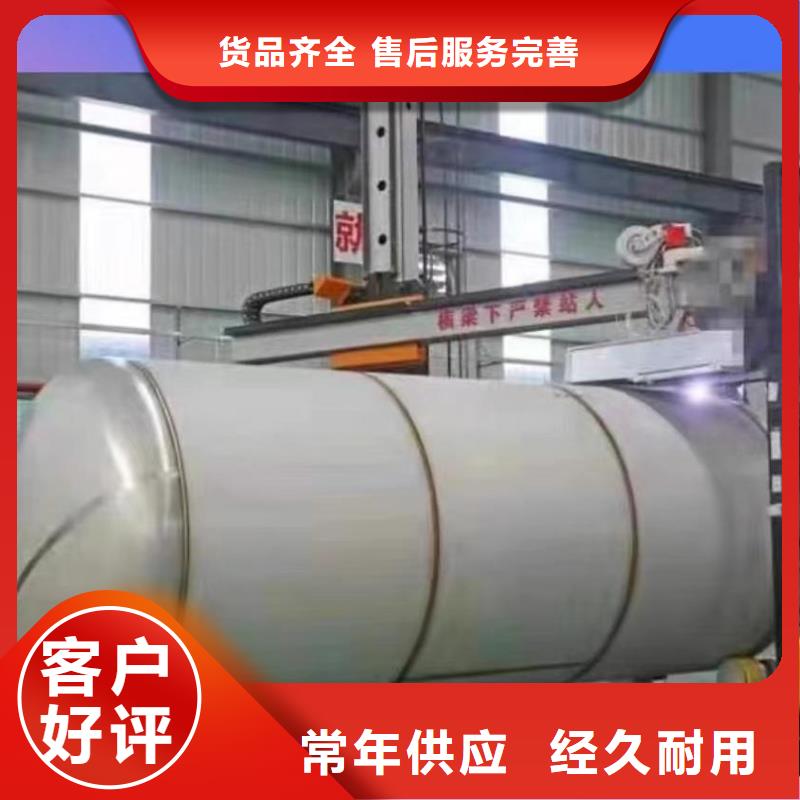
筒节坡口加工:承压保温水箱
2.3.1、舟山同城圆筒纵、舟山同城环对接缝坡口应优先考虑采用内坡口,当容器内施焊有困难时,应采用外坡口。通常DN<600的筒体采用外坡口,DN≥600的筒体采用内坡口,封闭焊道采用外坡口。
2.3.2、舟山同城当两板厚度不等时,则当薄板厚度≤10 mm且两板厚度差超过3 mm时;或当薄板厚度>10mm且两板厚度差超过薄板厚度30%或超过5mm时,应作削薄处理,由工艺人员确定。
2.3.3、舟山同城在条件具备时,坡口加工应在刨边机上进行;若采用碳弧气刨等非机械方法加工坡口,应将影响组对和焊接的凹凸不平处修磨干净,打磨出金属光泽。
 承压罐推荐厂家首选辉煌")
 承压罐推荐厂家首选辉煌")
 承压罐推荐厂家首选辉煌")
辉煌供水设备有限公司拥有技术研发队伍、雄厚的技术创新和 不锈钢水箱、产品开发能力:拥有完善的质量保证体系、严格的管理制度、强大的生产能力和先进的检测手段、雄厚的实力。我们本着求是创新开发进取团结奋进的精神,以振兴民族工业为己任、在广泛的 不锈钢水箱、领域里,为客户提供及时有效的解决方案.
 承压罐推荐厂家首选辉煌")



 扫一扫
扫一扫